CNC Cyclone PCB Factory: configurazione e tests – Parte 7
Firmware: upload
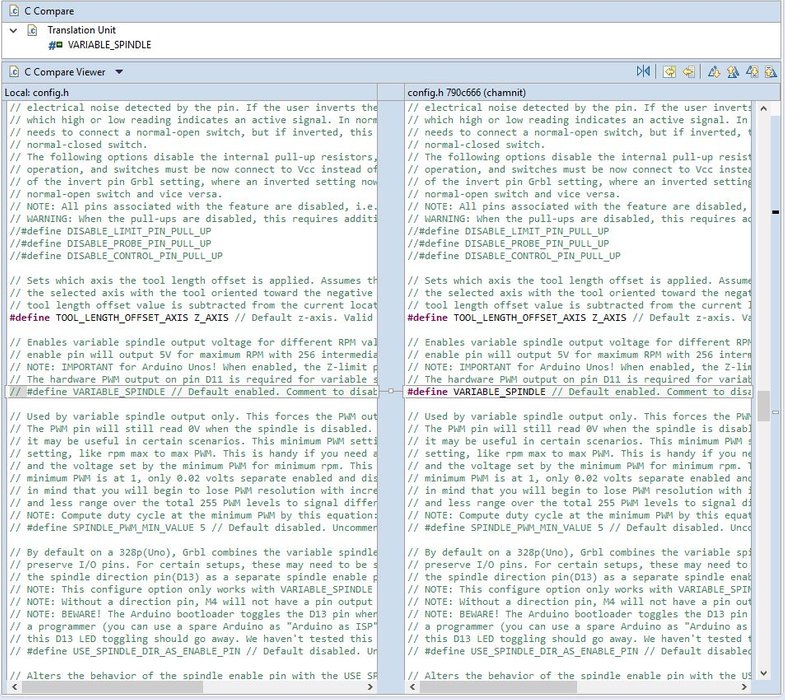
Io uso un firmware GRBL preso da qui.
Io non uso uno splindle variabile così ho fatto un fork del progetto here pronto per essere caricato come un normale ino scketch (se si vuole è possibile importarlo come progetto sloeber).
Firmware: configurazione
$0=10 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=3 (dir port invert mask:00000110)
$3 è la maschera che identifica la direzione del movimento dei vari assi, è possibile ottenere la stessa inversione pluggando il connettore degli stepper all’incontrario.
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$6 è la direzione quando si fa il probe
$10=1 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
Qui potete trovare le regolazioni del movimento.
$20=1 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
Queste sono le proprietà di attivazione dei finecorsa e l’attivazione dell’Homing è necessario attivarli in questa maniera:
attivare $21 (hard limits, controllate se funzionano facendo clic manualmente dei finecorsa quando la macchina è in stato idle);
quindi attivare $22 prima e $20 poi, $22 è l’attivazione dell’homing e $20 sono i soft limit (vanno controllate le dimensioni definite nei parametri $130, $131, $132, approfondisco poi), se si attiva il $20 la configurazione va in errore.
$23=3 (homing dir invert mask:00000001)
Qui è la direzione di Homing è dipendente dalla configurazione del $3, se si cambia il $3 è necessario correggere questo parametro.
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
Qui impostate la velocità di homing, per il mio stepper è troppo alta e mi blocca il movimento.
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
Altre regolazioni dell’homing.
$30=1000 (Max spindle speed, RPM)
$31=0 (Min spindle speed, RPM)
$32=0 (Laser mode, boolean)
$30 e $31 sono necessari se si utilizza PWM per la velocità variabile, ma io ho usato un relè per attivare mandrino.
$32 è la modalità laser è un nuovo parametro per i CNC laser.
$100=159.000 (x, step/mm)
$101=159.000 (y, step/mm)
$102=199.000 (z, step/mm)
Qui sono impostati il numero di step per fare 1mm di movimento, e sono molto importanti per la precisione, normalmente questo valore dovrebbe essere ok per tutti i motori NEMA17 ma se si ha uno stepper a 400step o una barra filettata con un passo diverso vanno corretti.
Creo un semplice programma per ottenere questo valore, potete trovare qui.
$110=300.000 (x max rate, mm/min)
$111=300.000 (y max rate, mm/min)
$112=150.000 (z max rate, mm/min)
Questa è la velocità massima del vostro CNC, ricordate che la barra filettata è un demultiplex con un rapporto molto alto così la velocità che si può raggiungere non è molto alta.
$120=10.000 (x accel, mm/sec^2)
$121=10.000 (y accel, mm/sec^2)
$122=10.000 (z accel, mm/sec^2)
Parametro di accelerazione, usiamo un demultiplex con un rapporto alto come descritto, perciò ci interessano poco per ora.
$130=160.000 (x max travel, mm)
$131=96.000 (y max travel, mm)
$132=40.000 (z max travel, mm)
Qui c’è la dimensione della zona di CNC.
Test: Homing
Ora andiamo ad avviare il test dell’homing, metto un semplice video, in questo video uso UGS, ma ci sono un sacco di alternative come bCNC, Mach3 ecc., in realtà sono passato a bCNC.
Test: probe
Semplice video di test del probe.
Test: autolivellamento ChiliPeppr
La funzione di autolivellamento non funziona su UGS così per testare questa funzionalità che uso ChiliPeppr.
Test: autolivellamento bCNC
La mia scelta definitiva con cui mi trovo bene è bCNC.
Test: ecco il primo file inviato
Test: prima fresatura di un PCB con un problema di rumore.. e panico!
Cerco di fresare un PCB senza una scheda di servizio per ridurre il rumore e nel video si può vedere quello che è successo.
Vai al minuto di video (1:06).
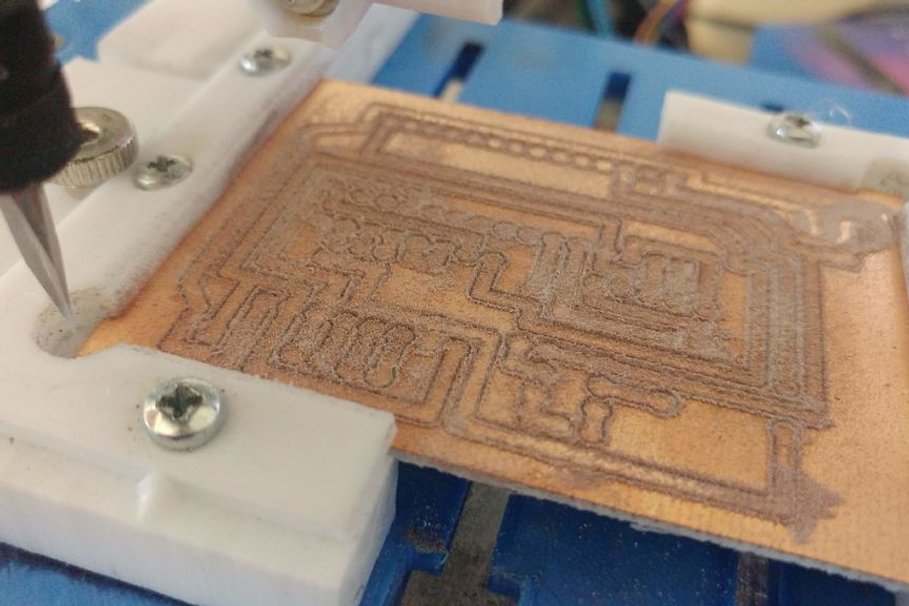
Test: fresatura PCB (Puff!)

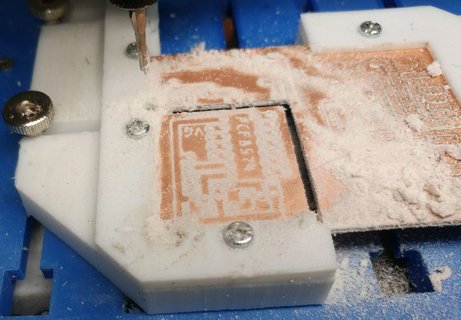

Per prima cosa vedo che ho bisogno di un aspirapolvere:P Potete vedere il circuito stampato.
Ora funzionano bene, ed è molto preciso.
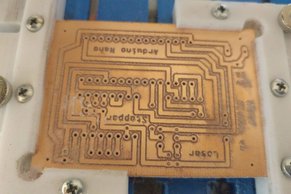
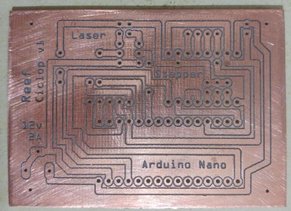
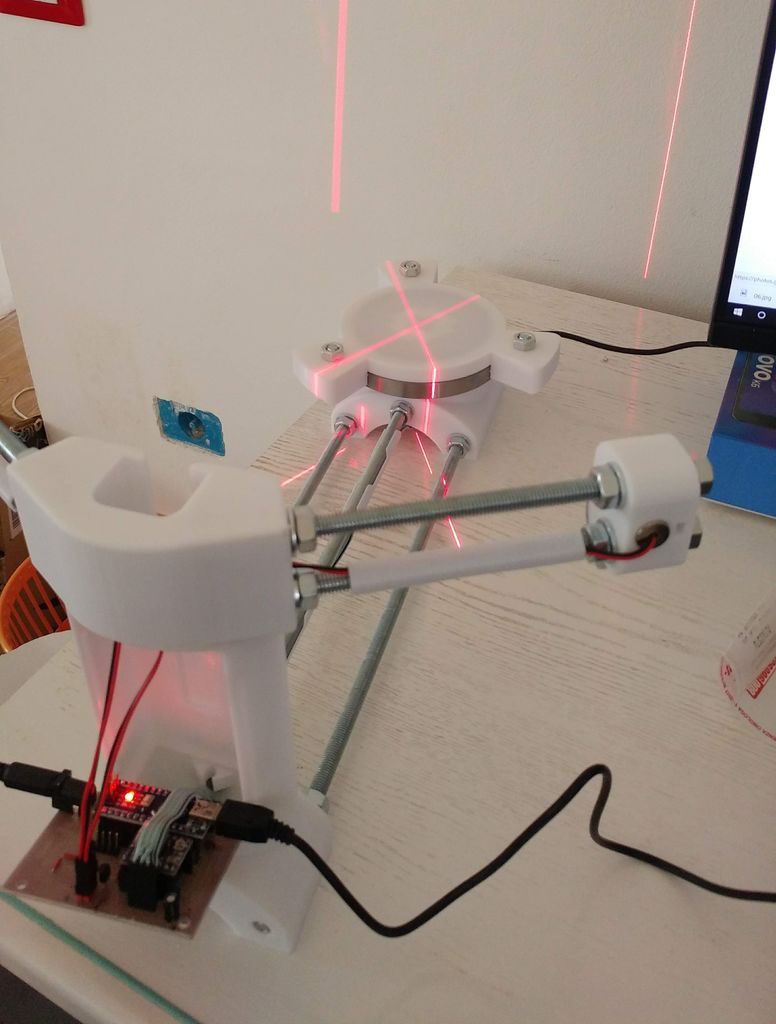
Test: fresatura della mia scheda del Ciclop 3D scanner

Grazie


Come già detto (con il vostro contributo) vorrei creare una board che includa tutte le correzioni, se avete qualche esperienza da condividere, scrivetemi o commentate, così posso integrare i vostri miglioramenti.
Riepilogo dei link
Progetto originale: https://github.com/CarlosGS/Cyclone-PCB-Factory
Dove si possono trovare un sacco di informazioni utili e la lista della spesa.
I miei design https://mischianti.org/it/category/stampante-3d/
Dove è possibile trovare gli upgrade da stampare.
GRBL GitHub: https://github.com/gnea/grbl
Dove si può trovare il firmware GRBL Arduino.
Il mio GitHub: https://github.com/xreef
Dove si può trovare il firmware GRBL pronto da caricare e un programma per calcolare step/mm, o le schede di servizio.
Informazioni Bluetooth: https://mischianti.org/it/arduino-programmazione-remota-wireless/
Come programmare e connettere il modulo Bluetooth.
Guida alla fresatura PCB: https://mischianti.org/it/category/guide/guida-alla-fresatura-dei-pcb/
Alcuni video: https://www.youtube.com/playlist?list=PLOHujNnRvJ6…
Articoli
- CNC Cyclone PCB Factory: meccanica
- CNC Cyclone PCB Factory: Arduino CNC Shield, stepper e driver
- CNC Cyclone PCB Factory: fine corsa meccanici
- CNC Cyclone PCB Factory: sonda (probe) e relè
- CNC Cyclone PCB Factory: pannello di controllo e bluetooth
- CNC Cyclone PCB Factory: schede di supporto e altro
- CNC Cyclone PCB Factory: configurazione e tests